Cope and drag in Sand Mold :
Cope and Drag are the two parts of the casting flask. Cope is the upper part and drag is the lower part. Even if the casting process is flaskless , the same terms are used for the upper ans lower parts. Generally the flask is made of wood or metal. It contains molding sand. When metal is poured into the mold cavity the flask supports the mold.
Gating system:
If the molten metal is poured directly from the ladle , it will erode the bottom of the mould cavity. So molten metal is poured from the ladle to the cavity through a gating system. The gating system in casting creates a series of channels through which molten metal reaches the cavity. Gating system has -
- Pouring Basin : It receives the molten metal from the liquid metal container.
- Sprue : Pouring cup is attached to the sprue. It is vertical in shape . On the other part of the sprue there is part called runner.
- Sprue Base : Its the base of the sprue
- Runner : It is the horizontal part of the gating system. It connects the spues with the gates.
- The next part is the choke.
- Then comes the skim bob
- Gates and ingates : It controls the movement of the metal from the runners into the cavity.
- Riser
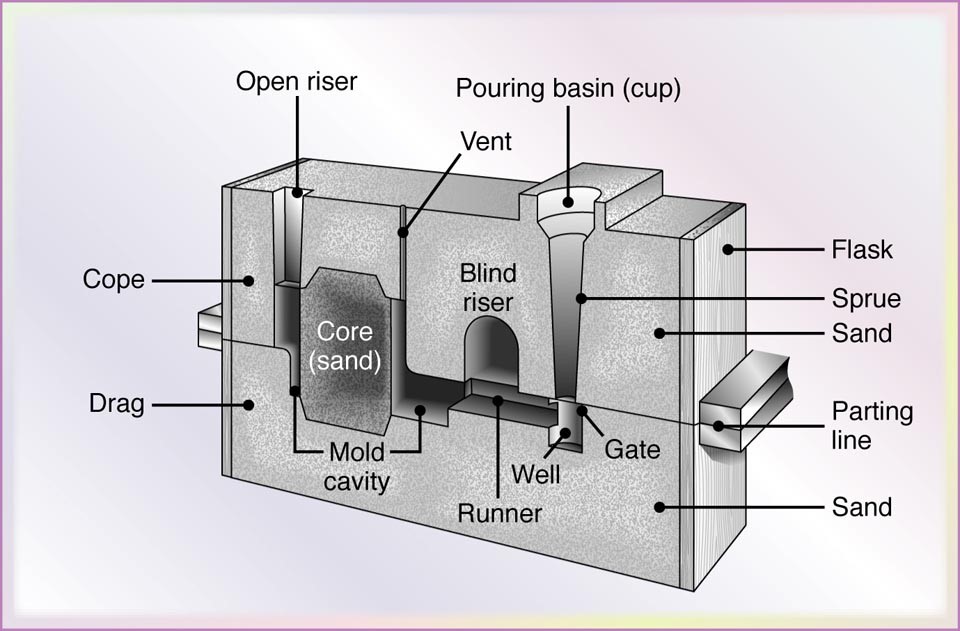

Riser:
The risers are also known as feed heads. When the metal solidifies it starts to shrink. And then risers comes into play. These feeder supply metals to the cavity when shrinking of the metal starts.


Core:
Cores are required to create the castings with holes. It can be made of refractory materials. Most often core sand is used to make it. Metal cores are also available but less frequently used.
Chaplets:
Chaplets are the supports for the cores. These are needed particularly when the cores are very big. Usually metal pieces are used to support the core. Without chaplets the core can be displaced and the casting can be spoiled. These chaplets are set-up between the core and mold surface. Caution should be taken while placing chaplets. Clean, oil and moisture free pieces should be used as chaplets.
Chills:
These are huge metal pieces used to reduce the effect of shrinkage. These increases the thermal conductivity and heat capacity. It helps in speeding up the cooling process. So thick metal parts are cooled quickly. They can be used along with the risers.
Please read :
- A complete guide to casting patterns
- Sand Casting
- Die Casting
- Centrifugal casting
- Basic Steps of Sand casting
- Different types of pattern materials
- Complete guide of pattern allowances in casting process
- Different types of casting defects
- Properties of various natural and synthetic molding sands
- Different types of molding sand
- Advantages and Disadvantages of Different Sand Casting Processes






Thanks for sharing this
ReplyDeleteTo study Mechanical related topics you have to visit here: CAD CAM Courses in Pune | CAD/CAM Training- CRB Tech
ReplyDeleteHere you will get all topics and information regarding mechanical engineering, cad cam technology, cae and autocad.
Thanks for sharing this one
ReplyDeleteFor mechanical related more info or to study the cad cam or mechanical blog
You can visit here: http://crbtech.in/CAD-CAM-Training/
thanks for sharing
ReplyDeleteThanks for sharing this one
ReplyDeleteand for more details you can also stay connected with:http://crbtech.in/CAD-CAM-Training/
Thanks for sharing this and
ReplyDeleteTo know or to get advice regarding career and to know about interview tips and how to crack it you can visit this site
It will really help you..>>http://careerfunda.info/blog-page/
To study Mechanical related topics you have to visit here: http://crbtech.in/CAD-CAM-Training/
ReplyDeleteHere you will get all topics and information regarding mechanical engineering, cad cam technology, cae and autocad.
ReplyDeleteTo study Mechanical related topics you have to visit here: http://crbtech.in/CAD-CAM-Training/
Here you will get all topics and information regarding mechanical engineering, cad cam technology, cae and autocad
Thanks for sharing such wonderful article.This post is very informative for people.Keep posting.
ReplyDeleteShop Drawings for Construction | Design Peer Review | Scan to BIM
ReplyDeleteYou really share a great post and keep sharing more content like this! Thanks
Jeep Parts Hervey Bay
Jeep Accessories Hervey Bay
Thanks for sharing this blog this is very helpful blog! printland offer! Buy Insulated Water Bottle custom logo printed online, Wide range of vacuum Personalised Flask
ReplyDeletewith name printing Delivered in India Live Chat.
ReplyDeleteGood work! Your post is an excellent example of why I keep coming back to read your excellent quality content.
car parts in australia
auto spares australia
hello
ReplyDeleteBeirut is the largest city as well as the capital of Lebanon. Prostitution is nominally legal & regulated across the country. It is also said that Beirut is a city of romance and love. So, Beirut is a grand city in Lebanon with such a great amount of good times for you to appreciate.
ReplyDeletePhone: +96170866043
Escorts in Beirut
Beirut Escorts
Escorts Beirut
Beirut Escort
Escort Beirut
Escort in Beirut
Yes, indeed. There is no reason to doubt the validity of this view. Many technologies have already applied this idea at least once. So, for the next promotional event if the company is looking for smart but impressive gifts, then promtional pen can be a reliable proposal. This is also economical, the most important part of your budget will be saved.
ReplyDeleteThank you for this Blog.
ReplyDeleteFor Metal Parts : Metal 3D Printing Services in India
HEAVY QUALITY PRODUCT :
ReplyDeleteCNC milling
Parting line injection molding
Stamping punch
Guide bushing
Stamping die
Nice Info, also check on Titanium Vessel Manufacturer in India , Titanium Refineries Manufacturer in India and visit our website at Ladhani Metal Corporation.We also manufacture Titanium Butterfly Valve, and Titanium C Clamp.
ReplyDeleteNice Info,You can also check Gasket Manufacturers and visit our website Gasco INC.We also deal with O Rings , Seal Rings and Gland Packings.
ReplyDeleteFind the Mold Testing service in Salisbury, NY. We provide the best mold-related services in your area. Contact Feet Up Carpet Cleaning Salisbury NY service, or visit https://www.carpetcleaningsalisbury.com/mold-testing.asp to know more.
ReplyDeleteGood Blog, Learnt a lot. At F60 host, Google workspace pricing is the cheapest. F60 Host is a leading Services of Google Workspace in India.
ReplyDeleteAlso check out our blog difference between black hat seo and white hat seo
Nice Info,You can also check Gasket Manufacturers and visit our website Gasco INC.We are the top Rubber Gasket Manufacturer and one of the best O Ring Manufacturers In India.
ReplyDelete